24小时客户统一服务热线:
138-0741-0693

上一页:浙江阳极生产线
下一页:没有了…
首先通过电控回路启动圆盘传送电机,圆盘托着锭模旋转,在旋转的过程中,通过不同段位接近开关发出信号给PLC,PLC发出指令,令制模倒出铅水锭模成型,圆盘旋转到取板架处,接近开关发出信号至PLC,PLC发出指令捞板钩自动捞出锭后,再传送到输送带上,此捞板钩设有三个,在圆盘转一周过程中,分时间分段将铅锭自动捞出传送到输送带上,形成一个自动流水作业过程。此过程的完成,主要靠接近开关给出不同信号,PLC设置不同指令而完成。
1、主要用途:本设备和熔铅炉配套,将熔化的铅经过铅泵抽到铅锭定量浇注容器内,再将铅水定量浇注到模具中,经过模具冷却后变成标准铅阻极板,然后通过自动捞板、平板装置输送到排板运输机上。
2、产品组成:铅定量浇注装置、圆盘架、铸锭模具、自动捞板机构、平板机构、输送排板运输机构和电气控制系统
3、型号举例说明:
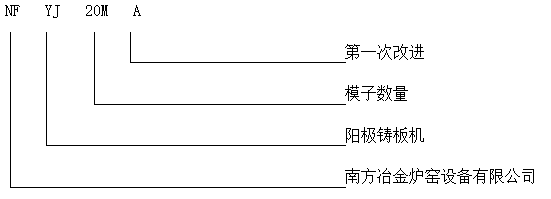
规格及主要技术参数:
|
|
NFYJ10MA |
NFYJ16MA |
NFYJ18MA |
NFYJ20MA |
|
生产能力 |
165片/小时 |
240片/小时 |
266片/小时 |
294片/小时 |
|
圆盘直径 |
5000mm |
6070mm |
6930mm |
7800mm |
|
设备总功率 |
25kw |
28kw |
30kw |
32kw |
|
模子数量 |
10 |
16 |
18 |
20 |
|
圆盘运行方式 |
连续 |
连续 |
连续 |
连续 |
|
浇注温度 |
~500°C |
~500°C |
~500°C |
~500°C |
4、系统流程工艺:
浇注系统 一 圆盘铸锭机 一 捞板平板装置 一 排板装置
5、设备总体功能描述:
铅液达到浇注温度时通过铅泵输送到浇注系统的定量装置内,浇注时提升浇注活塞(由液压油缸控制),铅液通过浇注斗流入到阳极模腔内形成阳极板,阳极板经过水冷却后由顶杆装置顶出,旋转到捞板平板装置前时,由提板装置钩出,通过压平后放置到排板装置的链条上。

手机二维码

微信二维码